
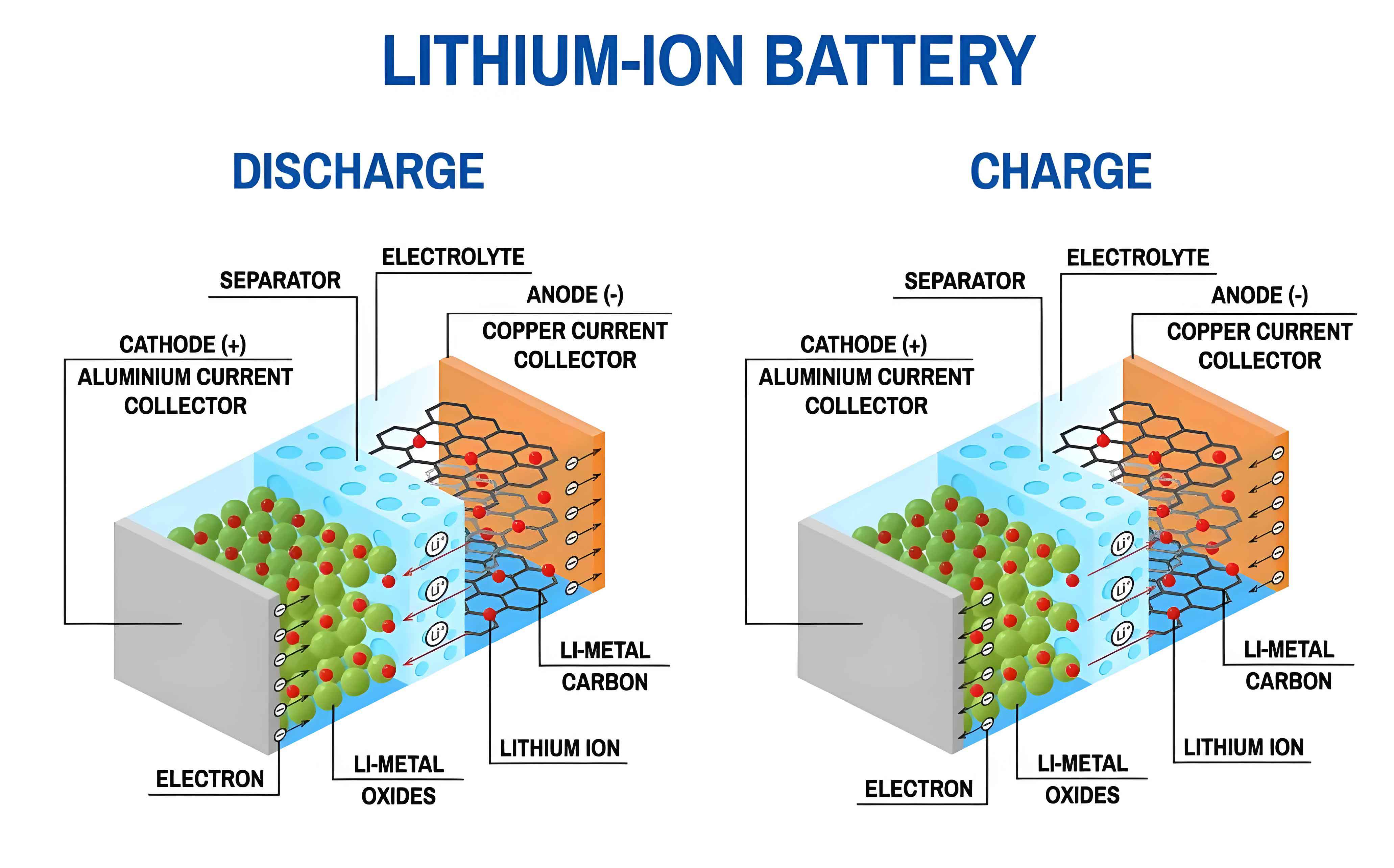
The relentless advancement of technology and the global shift towards electrification have triggered an explosive demand for efficient and reliable energy storage solutions. Among the various technologies, the lithium-ion battery (LIB) stands as a cornerstone due to its high energy density, low self-discharge rate, long cycle life, and environmental friendliness, powering everything from portable electronics to electric vehicles. However, the widespread deployment of lithium-ion battery systems is perpetually shadowed by critical safety concerns, primarily thermal runaway. This hazardous chain reaction, often initiated by mechanical abuse, overcharging, or localized overheating, can lead to catastrophic failure. A central, intrinsic contributor to this risk is the non-uniform deposition of lithium during the charging process, leading to the formation of sharp, dendritic structures on the anode. These lithium dendrites not only risk piercing the separator and causing internal short circuits but also detach to form inactive “dead lithium,” severely degrading the battery’s cycle life and Coulombic efficiency.
The separator, a critical yet often overlooked component in a lithium-ion battery, plays a pivotal dual role: it physically isolates the cathode and anode to prevent electrical short circuits while providing porous channels for lithium-ion transport. The properties of the separator—its pore structure, wettability by the electrolyte, mechanical strength, and thermal stability—profoundly influence ion transport uniformity and, consequently, the morphology of deposited lithium. Commercial polyolefin separators, such as polypropylene (PP), present inherent limitations. Their hydrophobic surfaces exhibit poor affinity with polar liquid electrolytes, leading to uneven electrolyte distribution and localized high current densities that exacerbate irregular lithium plating. More critically, their low melting point (~165°C) makes them prone to severe thermal shrinkage at elevated temperatures, dramatically increasing the risk of large-scale short circuits and thermal runaway.
A common strategy to mitigate these issues involves coating commercial separators with a layer of inorganic ceramic particles like Al2O3, SiO2, or TiO2. These coatings enhance wettability, mechanical robustness, and thermal resistance. For instance, a SiO2 nanoparticle coating can help suppress dendrite growth. However, this approach is fundamentally constrained by the poor thermal stability of the underlying polyolefin substrate and the polymeric binder used. Under thermal stress, the substrate shrinks or melts, causing delamination or cracking of the ceramic layer. Furthermore, the tortuous and variable pore structure of microporous polyolefin membranes can lead to an inhomogeneous distribution of ionic flux, ironically accelerating the very dendrite growth one seeks to prevent.
This work addresses these challenges through a novel material and structural design. We employ electrospinning to fabricate a nanofibrous membrane from poly(m-phenylene isophthalamide) (PMIA), a polymer renowned for its exceptional thermal stability, flame retardancy, and mechanical properties. To this robust, thermally resilient nanofiber scaffold, we innovatively introduce a lithiophilic modifier—zinc oxide (ZnO) nanosheets—via an in-situ growth strategy. The resulting composite, termed the ZnO-PMIA separator, embodies a hierarchical micro-nano architecture designed to synergistically enhance lithium-ion battery performance and safety.
The core innovation lies in the dual functionality of the ZnO component. First, ZnO nanosheets significantly improve the separator’s affinity for the liquid electrolyte due to their hydrophilic nature, ensuring uniform electrolyte uptake and distribution. Second, and more importantly, during the initial electrochemical cycles, ZnO undergoes a spontaneous conversion reaction with lithium metal:
$$ \text{ZnO} + 2\text{Li}^+ + 2e^- \rightarrow \text{Li}_2\text{O} + \text{Zn} $$
The metallic Zn then alloys with subsequent lithium plating:
$$ x\text{Li}^+ + xe^- + \text{Zn} \leftrightarrow \text{Li}_x\text{Zn} $$
This in-situ formed Li-Zn alloy layer is highly lithiophilic and exhibits high lithium-ion diffusivity. It acts as a guiding layer, homogenizing the lithium-ion flux at the electrode-separator interface and promoting smooth, dendrite-free lithium deposition. Concurrently, the PMIA nanofiber matrix provides a dimensionally stable, heat-resistant backbone that maintains structural integrity even under abusive conditions, preventing thermal shrinkage-induced short circuits. This report details the synthesis, comprehensive characterization, and superior electrochemical performance of this designed ZnO-PMIA composite separator in lithium-ion battery configurations.
Material Design and Synthesis Strategy
The fabrication of the hierarchical ZnO-PMIA separator is a two-step process, combining the versatility of electrospinning with the precision of hydrothermal synthesis. The first step involves creating the primary structural framework. A PMIA solution is electrospun under optimized parameters—a voltage of 18 kV, a working distance of 10 cm, and a controlled feed rate. This process yields a non-woven mat of interconnected PMIA nanofibers with an average diameter of approximately 198 nm. This membrane possesses a highly porous, three-dimensional network structure, offering a vast surface area and abundant pathways for ion transport. The as-spun membrane is dried to remove residual solvent, resulting in a pure PMIA nanofiber separator (PMIA-NF).
The second step involves the in-situ growth of ZnO nanostructures on the surface of individual PMIA nanofibers. A simple seeding process is first employed, where the PMIA-NF is treated with a zinc acetate solution followed by annealing. This deposits ZnO nanocrystals as nucleation sites on the fiber surfaces. Subsequently, the seeded membrane is subjected to a hydrothermal reaction in an aqueous solution containing zinc nitrate hexahydrate (Zn(NO3)2·6H2O) as the zinc source and hexamethylenetetramine (HMT) as a hydrolytic agent. HMT decomposes slowly to release OH– ions, which react with Zn2+ to form Zn(OH)42- complexes. These complexes decompose on the pre-existing ZnO seeds, leading to the oriented growth of two-dimensional ZnO nanosheets. The reaction can be summarized as:
$$ (\text{CH}_2)_6\text{N}_4 + 6\text{H}_2\text{O} \rightarrow 6\text{HCHO} + 4\text{NH}_3 $$
$$ \text{NH}_3 + \text{H}_2\text{O} \leftrightarrow \text{NH}_4^+ + \text{OH}^- $$
$$ \text{Zn}^{2+} + 4\text{OH}^- \rightarrow \text{Zn(OH)}_4^{2-} \rightarrow \text{ZnO} + \text{H}_2\text{O} + 2\text{OH}^- $$
By varying the precursor concentration (0.05 M, 0.1 M, and 0.2 M), we control the density and coverage of the ZnO nanosheets, producing a series of composite separators labeled ZnO-PMIA-0.05M, ZnO-PMIA-0.1M, and ZnO-PMIA-0.2M.
Structural and Physicochemical Characterization
Morphological analysis reveals the successful construction of the hierarchical structure. The pristine PMIA nanofiber membrane displays a clean, porous network of smooth fibers. After the hydrothermal reaction, ZnO nanosheets grow radially from the fiber surface, creating a complex, multi-level architecture. At a moderate concentration (0.1 M), the nanosheets are densely and uniformly distributed, wrapping around the fibers and significantly increasing the effective surface area without clogging the macro-pores between fibers. This optimal structure is crucial for balancing electrolyte retention and ion transport. At higher concentrations (0.2 M), overgrowth leads to excessive coverage, which begins to block inter-fiber pores, potentially hindering ionic motion.
X-ray diffraction (XRD) patterns confirm the crystalline nature of the grown material. All composite separators exhibit distinct diffraction peaks corresponding to the hexagonal wurtzite structure of ZnO (JCPDS No. 36-1451), notably at 2θ values of 31.8° (100), 34.4° (002), and 36.3° (101). The presence of these peaks on the PMIA substrate confirms the successful in-situ synthesis. X-ray photoelectron spectroscopy (XPS) further validates the chemical composition. The high-resolution Zn 2p spectrum shows two symmetric peaks at binding energies of 1021.4 eV and 1044.5 eV, corresponding to Zn 2p3/2 and Zn 2p1/2, respectively, characteristic of Zn2+ in ZnO.
The incorporation of ZnO dramatically enhances the separator’s affinity for the liquid electrolyte. While the commercial PP separator is highly hydrophobic (contact angle > 90°), the PMIA nanofiber membrane itself shows better wettability due to its polar amide groups and porous structure. The ZnO-PMIA composites exhibit super-philic behavior, with contact angles dropping to nearly 0° for the ZnO-PMIA-0.1M separator. This is attributed to the inherent hydrophilicity of the metal oxide. Electrolyte uptake follows a similar trend, with the composites absorbing significantly more electrolyte than the PP separator, though slightly less than the pristine PMIA-NF due to partial pore occupation by the nanosheets. The enhanced wettability is critical for reducing interfacial resistance and ensuring homogeneous current distribution.
| Separator Type | Electrolyte Uptake (%) | Contact Angle (°) | Average Pore Size (µm) | Porosity (%) |
|---|---|---|---|---|
| Commercial PP | ~80 | >90 | 0.04 – 0.1 | ~40 |
| PMIA-NF | ~580 | ~17 | 1 – 5 (inter-fiber) | >80 |
| ZnO-PMIA-0.1M | ~450 | ~3 | 0.5 – 3 (hierarchical) | >75 |
Thermal stability is a paramount safety feature. Thermogravimetric analysis (TGA) shows that the PMIA-based separators begin major decomposition only above 450°C, leaving a significant ceramic residue (ZnO + carbon) at 600°C, whereas PP completely volatilizes. More visually compelling are the thermal shrinkage tests. After being held at 200°C for 30 minutes, the commercial PP separator melts and collapses entirely. In stark contrast, both the PMIA-NF and ZnO-PMIA composite separators retain their original shape and dimensional integrity, demonstrating exceptional resistance to heat. This property is vital for preventing internal short circuits during local overheating events in a lithium-ion battery.
Mechanical strength is another area of improvement. The electrospun nanofiber mat, when modified with the interconnected ZnO nanosheet network, shows enhanced tensile strength. The rigid ZnO structures act as a reinforcing framework, bridging individual fibers and mitigating stress concentration. The ZnO-PMIA-0.1M separator exhibits a tensile strength several times higher than that of the brittle commercial PP separator, enhancing its durability against physical handling and electrode volume changes during cycling.
Electrochemical Performance in Lithium-Ion Battery
The fundamental electrochemical properties of the separators were first evaluated. Ionic conductivity (σ) is calculated from electrochemical impedance spectroscopy (EIS) data of a symmetric stainless steel cell using the formula:
$$ \sigma = \frac{d}{R_b \times S} $$
where \(d\) is the separator thickness, \(R_b\) is the bulk resistance derived from the high-frequency intercept on the real axis, and \(S\) is the contact area. The ZnO-PMIA-0.1M separator achieves an ionic conductivity of 0.75 mS cm-1 at room temperature, which is superior to that of the commercial PP separator (0.43 mS cm-1) and the pristine PMIA-NF (0.63 mS cm-1). This enhancement stems from the combined effects of excellent electrolyte wettability and the hierarchical porous structure that facilitates rapid ion migration.
The lithium-ion transference number (\(t_{\text{Li}^+}\)) is a critical parameter indicating the fraction of current carried by Li+ ions. A higher \(t_{\text{Li}^+}\) reduces concentration polarization and promotes stable electrodeposition. It is determined by a combination of DC polarization and AC impedance measurements:
$$ t_{\text{Li}^+} = \frac{I_s(\Delta V – I_0 R_0)}{I_0(\Delta V – I_s R_s)} $$
where \(I_0\) and \(I_s\) are the initial and steady-state currents, and \(R_0\) and \(R_s\) are the interfacial resistances before and after polarization, respectively. The ZnO-PMIA-0.1M separator exhibits a \(t_{\text{Li}^+}\) of 0.52, significantly higher than the 0.39 for the PP separator. This improvement suggests that the modified interface and structure favor the selective transport of Li+ over other electrolyte ions, contributing to more stable cycling.
To assess practical performance, lithium-ion battery cells were assembled using LiFePO4 (LFP) as the cathode, lithium metal as the anode, and the different separators. Rate capability tests reveal the advantage of the hierarchical separator. At various current rates from 0.1 C to 2 C, the cell with the ZnO-PMIA-0.1M separator consistently delivers higher specific capacities than the cell with the PP separator. Crucially, when the rate returns to 0.1 C, the capacity nearly fully recovers, indicating excellent reversibility and structural stability of the electrode interfaces.
| Cycle Number (at 0.5C) | Specific Capacity – PP Cell (mAh g-1) | Specific Capacity – ZnO-PMIA-0.1M Cell (mAh g-1) | Coulombic Efficiency – ZnO-PMIA-0.1M Cell (%) |
|---|---|---|---|
| 1 | 152.1 | 155.8 | 95.2 |
| 20 | 142.3 | 149.5 | 99.5 |
| 50 | 132.8 | 138.2 | 99.7 |
| 100 | 118.5 | 128.5 | 99.8 |
Long-term cycling stability at 0.5 C further underscores the benefit. As shown in the table above, the cell employing the ZnO-PMIA-0.1M separator retains a capacity of 128.5 mAh g-1 after 100 cycles, with a Coulombic efficiency steadily rising and stabilizing near 99.8%. In contrast, the cell with the PP separator suffers from more rapid capacity fading, retaining only 118.5 mAh g-1. The superior capacity retention is attributed to the stable interfacial properties and suppressed side reactions enabled by the composite separator.
Mechanism of Lithium Dendrite Suppression
The most significant advancement offered by the ZnO-PMIA separator lies in its ability to modulate lithium deposition behavior, thereby enhancing the safety of the lithium-ion battery. This function was probed using Li||Li symmetric cells. At a constant current density of 1 mA cm-2, the cell with the PP separator exhibits unstable voltage profiles with large and fluctuating overpotentials, failing after approximately 200 hours, likely due to a soft short circuit caused by dendrite penetration. The cell with the pristine PMIA-NF separator lasts longer but still shows signs of instability after about 300 hours.
Remarkably, the symmetric cell with the ZnO-PMIA-0.1M separator maintains an extremely stable and low overpotential for over 600 hours. Even when subjected to stepwise increased current densities (0.5 to 2 mA cm-2), it shows stable plating/stripping profiles with minimal hysteresis, demonstrating exceptional interfacial stability and kinetics.
Post-cycling analysis provides direct evidence of the mechanism. Scanning Electron Microscopy (SEM) of lithium anodes cycled with the PP separator reveals a chaotic, mossy, and dendritic morphology. In contrast, the lithium anode from the cell with the ZnO-PMIA-0.1M separator displays a remarkably smooth, dense, and granular deposition layer. XPS analysis of this anode surface confirms the presence of a Li-Zn alloy (a peak at ~56.8 eV in the Li 1s spectrum), alongside the usual SEI components like LiF and Li2CO3. XRD also detects crystalline Li-Zn alloy phases.
This confirms the proposed working mechanism: upon contact with lithium, the ZnO nanosheets are converted into a composite interlayer of Li2O and Zn. The Zn subsequently alloys with Li during plating. This Li-Zn alloy layer possesses two key characteristics: 1) High Lithiophilicity: It significantly reduces the nucleation overpotential for lithium, promoting uniform nucleation sites across the electrode surface. 2) Fast Li+ Diffusion: The alloy provides rapid pathways for Li+ transport, effectively redistributing the ion flux and preventing localized accumulation that leads to tip-growth dendrites. The equation governing this guided deposition can be conceptualized as a modification of the Butler-Volmer kinetics, where the alloy layer alters the surface energy (\(\Delta G\)) for nucleation:
$$ \text{Nucleation Overpotential}, \eta_n \propto \frac{\Delta G_{\text{hetero}}}{\nu z F} $$
where \(\Delta G_{\text{hetero}}\) is the energy barrier for heterogeneous nucleation on the alloy surface (much lower than on bare substrates), \(\nu\) is the molar volume, \(z\) is charge number, and \(F\) is Faraday’s constant. The hierarchical porous structure of the PMIA scaffold further assists by ensuring a homogeneous electrolyte environment and current distribution. Thus, the separator actively guides lithium to deposit in a planar, non-dendritic manner, fundamentally improving the safety and longevity of the lithium metal anode, a configuration highly relevant for next-generation high-energy-density lithium-ion battery and lithium metal battery systems.
Conclusion and Outlook
In summary, we have successfully designed and fabricated a novel hierarchical separator by integrating lithiophilic ZnO nanosheets onto a thermally stable PMIA nanofiber matrix via a scalable combined electrospinning and hydrothermal process. This ZnO-PMIA composite separator addresses multiple critical challenges in contemporary lithium-ion battery technology simultaneously. It exhibits exceptional thermal dimensional stability, completely resisting shrinkage at 200°C, thereby providing a fundamental safety enhancement against thermal runaway. Its super-wettable surface and hierarchical porosity enable high ionic conductivity (0.75 mS cm-1) and a superior lithium-ion transference number (0.52).
Most importantly, the in-situ formed Li-Zn alloy layer from the ZnO component fundamentally alters the lithium deposition kinetics, guiding the formation of a smooth, dense lithium morphology and effectively suppressing dendrite growth. This is unequivocally demonstrated by the stable, long-term cycling of both Li||Li symmetric cells (over 600 h) and LFP||Li full cells (128.5 mAh g-1 after 100 cycles at 0.5C). The multifunctionality—thermal resilience, enhanced ionics, and dendrite suppression—is seamlessly integrated into a single separator component.
This work provides a material and structural design blueprint for developing advanced separators that go beyond passive isolation to actively regulate electrochemical processes at the interface. Future research may explore optimizing the nanostructure (e.g., using different morphologies of ZnO or other lithiophilic compounds like SnO2 or Ag), integrating gel or solid polymer electrolytes into the porous network for semi-solid or solid-state lithium-ion battery applications, and scaling up the fabrication process for commercial viability. By tackling the intertwined issues of safety and performance, such innovative separator technologies are pivotal for enabling the next generation of reliable, high-energy-density lithium-ion batteries.