
The ubiquitous adoption of lithium-ion batteries (LIBs) across consumer electronics, electric vehicles (EVs), and stationary energy storage systems is a cornerstone of modern electrification. However, this proliferation creates a corresponding stream of end-of-life (EOL) batteries, presenting a dual challenge of environmental risk and resource opportunity. Efficient recycling of spent li ion batteries is paramount for securing critical raw material supply chains, mitigating environmental pollution from hazardous constituents, and advancing the principles of a circular economy. This article provides a comprehensive review of the current state-of-the-art in spent li ion battery recycling, examining physical, chemical, thermochemical, and biological methodologies, while integrating technical analyses, economic considerations, and future outlooks.
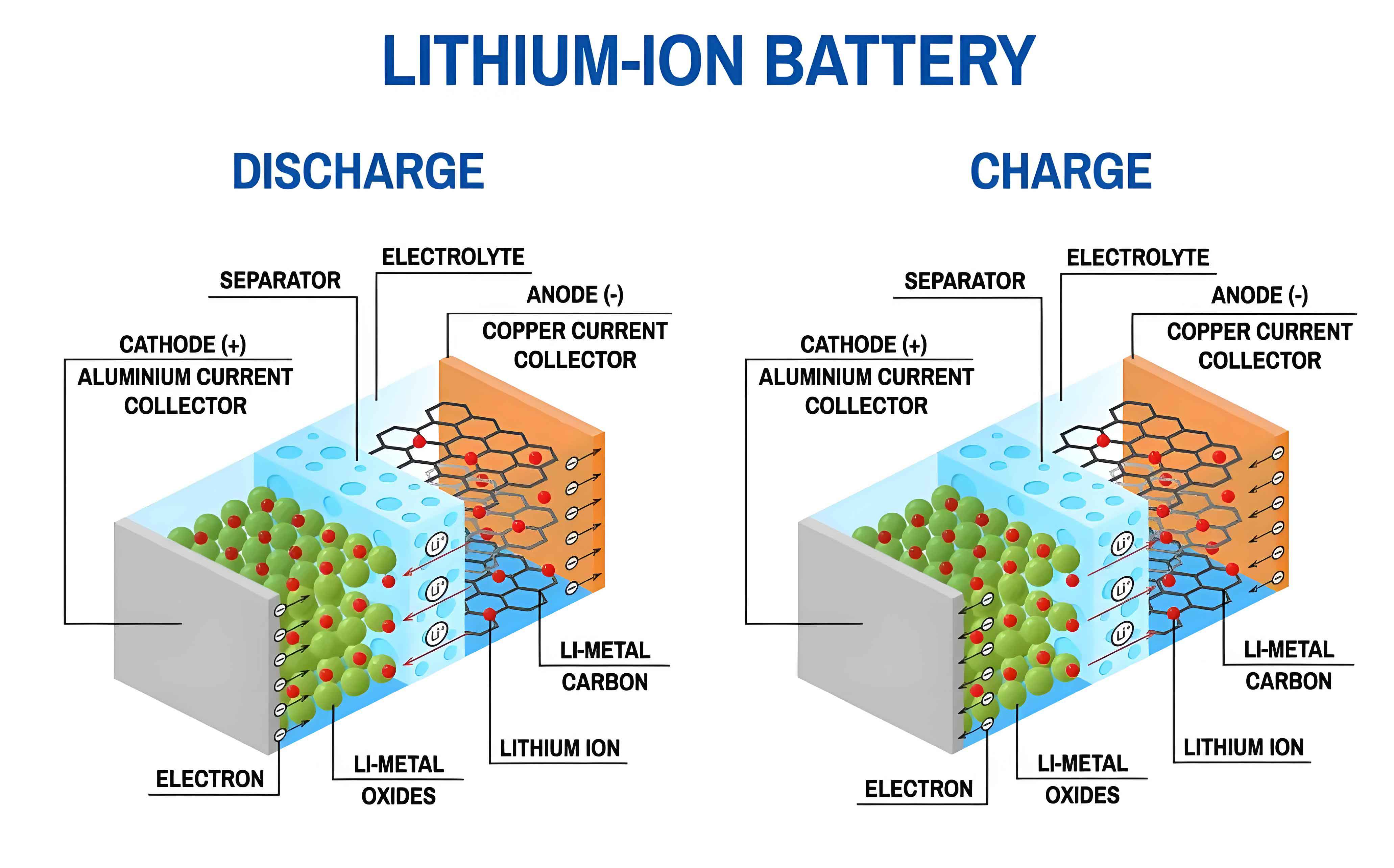
The core motivation for recycling spent li ion battery cells stems from their complex material composition. A typical li ion battery contains a cathode (e.g., LiCoO2, LiNixMnyCozO2, LiFePO4), a graphite anode, copper and aluminum current collectors, a polymeric separator, and an electrolyte containing lithium salts and organic solvents. This assembly houses significant concentrations of valuable metals like lithium, cobalt, nickel, and manganese, alongside potentially toxic and flammable materials. Without proper management, spent li ion battery units can leach heavy metals and organic compounds into ecosystems, while irresponsible disposal represents a staggering loss of finite mineral resources. Consequently, developing efficient, economically viable, and environmentally sound recycling processes for the spent li ion battery stream is a critical global research and industrial endeavor.
1. Physical and Mechanical Pre-Treatment Processes
The recycling chain for any spent li ion battery typically begins with physical pre-treatment, which aims to disassemble the battery pack, discharge residual energy, and liberate the valuable components from their casing and complex assembly. This stage is crucial for ensuring safety and preparing a homogeneous feed for subsequent metallurgical processes.
Mechanical processing involves a series of unit operations: size reduction (crushing, shredding), classification (screening), and separation based on physical properties. After safe discharge, spent li ion battery packs are shredded into smaller fragments. Subsequent screening separates materials by size, while a combination of magnetic separation (for ferromagnetic metals like steel casings), eddy current separation (for non-ferrous metals like aluminum and copper), and air classification or sieving (for light materials like plastics and separator fragments) is employed. The goal is to produce a concentrated “black mass” consisting of cathode and anode active materials.
The efficiency of physical separation for a spent li ion battery largely depends on the liberation degree of particles, which is influenced by the mechanical forces applied. Over-grinding can lead to excessive oxidation or fine particle losses, while under-grinding results in poor liberation and low-grade concentrates. The performance of different physical separation techniques can be summarized as follows:
| Separation Method | Principle | Target Materials from Spent Li Ion Battery | Advantages | Limitations |
|---|---|---|---|---|
| Magnetic Separation | Differences in magnetic susceptibility | Steel casings, ferromagnetic fragments | Simple, efficient for ferrous metals | Ineffective for non-ferrous metals and black mass |
| Eddy Current Separation | Induced repulsive forces in conductive particles | Aluminum, copper foils | Excellent for non-ferrous metal recovery | Requires conductive particles of sufficient size |
| Air Classification / Sieving | Differences in particle size, density, and aerodynamics | Plastics, separator fragments, fine black mass | Low cost, dry process | Sensitivity to moisture and particle agglomeration |
| Density Separation (Sink-Float) | Differences in density using medium liquids | Plastics from metals, coarse fraction separation | High purity separation possible | Uses organic liquids, requires washing/drying |
The output, the black mass, is the primary feedstock for downstream chemical or direct recycling processes aimed at recovering the high-value metals from the spent li ion battery electrodes.
2. Chemical (Hydrometallurgical) Recycling
Hydrometallurgy is the most prevalent and well-researched pathway for recycling spent li ion battery materials. It involves leaching valuable metals from the black mass into an aqueous solution using chemical reagents, followed by a series of purification and recovery steps to isolate individual metal compounds.
2.1 Leaching Processes
Leaching is the core step where metals are dissolved. For cathode materials like NMC (LiNixMnyCozO2) or LCO (LiCoO2) from a spent li ion battery, inorganic acids (H2SO4, HCl, HNO3) are commonly used. The leaching efficiency is governed by parameters such as acid concentration, temperature, solid-to-liquid ratio, and the use of reducing agents. Since high-valent metals like Co(III) and Mn(IV) dissolve slowly, reducing agents like H2O2, NaHSO3, or organic reductants (e.g., ascorbic acid) are added to enhance kinetics and yield by reducing them to more soluble lower valence states (e.g., Co(II), Mn(II)). The generic leaching reaction for an NMC cathode with H2SO4 and H2O2 can be represented as:
$$2LiNi_xMn_yCo_zO_2 + 3H_2SO_4 + H_2O_2 \rightarrow 2LiSO_4 + 2xNiSO_4 + 2yMnSO_4 + 2zCoSO_4 + 4H_2O + O_2$$
The leaching kinetics often follow a shrinking core model, where the rate can be controlled by surface chemical reaction or diffusion through a product layer. The apparent activation energy (Ea) derived from the Arrhenius equation helps identify the rate-controlling step:
$$k = A e^{-E_a/(RT)}$$
where \(k\) is the rate constant, \(A\) is the pre-exponential factor, \(R\) is the gas constant, and \(T\) is the absolute temperature. A high Ea (> 40 kJ/mol) typically suggests chemically controlled kinetics, which is common in spent li ion battery material leaching.
Alternative leaching systems are also explored to reduce environmental impact, including bio-leaching (discussed later) and the use of organic acids (e.g., citric, oxalic, malic acids) or deep eutectic solvents (DES). These “greener” lixiviants aim to offer comparable efficiency with lower corrosivity and easier waste management.
2.2 Separation and Recovery from Leachate
The pregnant leach solution (PLS) containing a mixture of Li+, Ni2+, Co2+, Mn2+, and other impurities requires sophisticated separation. The primary techniques are:
- Solvent Extraction (SX): This is the industrial workhorse for separating closely related metals like Co and Ni. Specific organic extractants (e.g., D2EHPA for Mn, PC-88A or Cyanex 272 for Co/Ni separation) selectively transfer target metal ions from the aqueous PLS into an organic phase. By carefully controlling pH, multiple extraction-stripping stages yield highly pure separate solutions of individual metals.
- Chemical Precipitation: Simpler but less selective. Adding precipitants like NaOH, Na2CO3, or oxalate can precipitate metals as hydroxides, carbonates, or oxalates. Staged precipitation based on differences in solubility product (Ksp) can achieve partial separation. For instance, Mn can often be precipitated first as Mn(OH)2 or MnCO3 at a controlled pH.
- Electrochemical Recovery: Electrowinning can be used to directly deposit pure metal (e.g., Co, Ni) from their purified solutions onto cathodes. Alternatively, Li can be recovered as Li2CO3 by precipitation after concentrating the Li-rich solution via evaporation or membrane processes.
The efficiency of different hydrometallurgical approaches for a standard NMC-type spent li ion battery can be compared as follows:
| Leaching System | Typical Conditions | Key Metals Recovered | Reported Efficiency | Remarks |
|---|---|---|---|---|
| H2SO4 + H2O2 | 2 M H2SO4, 2 vol% H2O2, 60-80°C | Li, Co, Ni, Mn >95% | Very High (>95%) | Industry standard; generates sulfate waste. |
| Organic Acids (e.g., Citric) | 1-2 M, with H2O2, 90°C | Li, Co, Ni, Mn >90% | High (90-98%) | Greener; biodegradable ligands; cost higher. |
| Ammonia-Based (Caron Process) | Ammonia/Ammonium Carbonate, Reductant | Co, Ni as ammine complexes | Selective for Co/Ni | Selective; Li remains in residue; ammonia volatility. |
| Deep Eutectic Solvents | e.g., ChCl-Oxalic acid, 80-100°C | Li, Co, Ni, Mn >85% | Moderate to High | Emerging; low volatility; designable chemistry. |
3. Thermochemical (Pyrometallurgical) and Direct Recycling
These approaches involve high-temperature processing or regeneration of materials without complete breakdown to elemental or ionic states.
3.1 Pyrometallurgy
Traditional pyrometallurgy treats spent li ion battery materials in a high-temperature furnace (smelter) at temperatures exceeding 1200°C, often with carbonaceous reductants and fluxes. Organic components (electrolyte, binders, separators) provide internal energy, reducing the need for external fuel. The process reduces metal oxides to an alloy matte (containing Co, Ni, Cu, Fe) and a slag phase containing lithium, aluminum, and silicon. While robust and capable of handling varied feed, this method has significant drawbacks for the spent li ion battery context: high energy intensity, loss of lithium to slag (where recovery is difficult and costly), and generation of hazardous off-gases requiring sophisticated scrubbing. It is primarily used for Co/Ni recovery, with lithium often not recovered economically.
3.2 Direct Recycling/Regeneration
This emerging paradigm focuses on healing the degraded crystal structure of cathode materials from a spent li ion battery, restoring their electrochemical performance without dissolving them. It is particularly attractive for structurally stable cathodes like LiFePO4 (LFP) or for homogeneous feed streams. The process typically involves:
1. Physical separation to obtain a purified cathode powder.
2. Relithiation: Supplementing the lithium lost during cycling by mixing the cathode powder with a Li source (e.g., Li2CO3, LiOH) via solid-state, hydrothermal, or electrochemical methods.
3. Annealing: Heat treatment (typically 600-850°C) under controlled atmosphere (O2 or Ar) to repair the crystal lattice and remove impurities.
The key challenge is the precise control of stoichiometry and the removal of contaminants (e.g., Al from current collector dissolution). Direct recycling promises lower energy consumption and environmental footprint by preserving the value-added cathode structure, but it requires very clean and well-sorted input streams, making pre-processing critical.
A comparison of thermal processes for spent li ion battery treatment is shown below:
| Process | Temperature Range | Primary Outputs | Li Fate | Advantages/Disadvantages |
|---|---|---|---|---|
| Pyrometallurgical Smelting | 1200-1500°C | Co-Ni-Cu-Fe Alloy, Slag, Flue Gas | Lost to slag (requires separate hydromet step for recovery) | + Robust, handles mixed feed. – High energy, Li loss, gas treatment. |
| Pyrolysis (Inert) | 400-800°C | Decomposed organics (gases/oil), clean metals/oxides | Remains in solid residue | + Removes organics safely, improves leaching yield. – Requires gas cleaning, energy input. |
| Direct Recycling Annealing | 600-850°C | Regenerated Cathode Powder | Reincorporated into structure | + Highest material value retention, low chemical use. – Requires ultra-pure feed, sorting challenges. |
4. Biological (Biometallurgical) Recycling
Bioleaching offers a potentially sustainable alternative for processing spent li ion battery waste, utilizing microorganisms or their metabolites to solubilize metals. This process can be either direct, where microbes physically contact and oxidize the solid substrate, or indirect, where they produce leaching agents like acids (sulfuric acid from iron/sulfur-oxidizing bacteria) or complexing compounds.
For spent li ion battery materials, acidophilic bacteria such as Acidithiobacillus ferrooxidans and Acidithiobacillus thiooxidans are commonly studied. The mechanisms involve the generation of Fe3+ ions (a strong oxidant) and sulfuric acid, which collectively attack and dissolve metal oxides from the spent li ion battery black mass. Fungal species like Aspergillus niger can produce organic acids (citric, oxalic, gluconic). The kinetics are considerably slower than chemical leaching, often taking days to weeks, and are sensitive to parameters like pH, temperature, pulp density, and metal toxicity to the microbes.
The efficiency of bioleaching for different metals from a spent li ion battery varies. Generally, Co and Li show higher recovery than Ni and Mn under similar conditions. While promising due to its low energy requirement and minimal environmental footprint, bioleaching currently faces challenges for large-scale industrial adoption of spent li ion battery recycling, including slow kinetics, stringent process control needs, and sensitivity to high pulp densities and toxic metal concentrations.
| Biological Agent | Primary Metabolites | Typical Target Metals from Spent Li Ion Battery | Reported Efficiency | Challenges |
|---|---|---|---|---|
| Acidithiobacillus ferrooxidans | H2SO4, Fe3+ (oxidant) | Co, Li, Ni, Mn | Co: 80-99%, Li: 80-95% (varies widely) | Slow (5-15 days), inhibited by high Li/Co, requires Fe/S source. |
| Aspergillus niger (Fungus) | Citric, Oxalic, Gluconic Acids | Li, Co | Li: ~90%, Co: ~70% | Even slower than bacteria, sensitive to toxicity. |
| Mixed Cultures / Consortia | Multiple acids/oxidants | Broad spectrum | Potentially higher and more robust | Complex community dynamics to control. |
5. Techno-Economic and Life Cycle Assessment Perspectives
The choice of recycling technology for a spent li ion battery is not solely a technical decision but is heavily influenced by economics and environmental impact. A Techno-Economic Analysis (TEA) evaluates the capital expenditure (CAPEX), operational expenditure (OPEX), and potential revenue from recovered materials. Currently, hydrometallurgical processes, especially those integrating efficient pre-treatment and solvent extraction, often show favorable economics for high-value cathodes (e.g., NMC, LCO), driven by cobalt and nickel credits. Pyrometallurgy is capital-intensive but may be viable at very large scale or for mixed feeds where its robustness offsets lower lithium recovery revenue. Direct recycling promises the lowest OPEX and environmental cost if the stringent sorting requirement can be met economically.
Life Cycle Assessment (LCA) is essential to quantify the true environmental footprint of recycling a spent li ion battery. Key impact categories include global warming potential (GWP), water consumption, acidification, and energy use. Studies generally indicate that recycling, regardless of route, significantly reduces the environmental burden compared to primary mining and refining of virgin materials for a new li ion battery. Among recycling routes, direct recycling and hydrometallurgy with efficient reagent recovery often show lower GWP than pyrometallurgy, which is energy-intensive. However, LCA outcomes are highly sensitive to system boundaries (e.g., inclusion of pre-collection logistics, energy mix of the country), allocation methods, and the specific chemistry of the spent li ion battery being recycled.
The future economic viability will depend on evolving battery chemistries (e.g., lower cobalt, higher LFP), scale of operations, regulatory frameworks (e.g., extended producer responsibility), and the development of low-cost, integrated processes. A synergistic “hybrid” approach, combining the strengths of different methods—such as using pyrolysis for safe organic removal followed by hydrometallurgy for high-yield metal recovery, or mild hydrometallurgy for impurity removal followed by direct regeneration—is a promising research direction to optimize both the economics and sustainability of spent li ion battery recycling.
| Recycling Route | Estimated Capex | Key Cost/Revenue Drivers | Environmental Hotspots (LCA) | Suitability |
|---|---|---|---|---|
| Pyrometallurgy | Very High | Energy cost, furnace maintenance. Revenue from alloy. | High energy use, GHG emissions, SOx/HF off-gas treatment. | Mixed, unsorted feeds; Co/Ni-rich batteries. |
| Hydrometallurgy | Medium-High | Chemical costs, wastewater treatment. Revenue from pure salts/compounds. | Chemical production, waste neutralization, water use. | Wide range, especially for high-purity recovery from sorted streams. |
| Direct Recycling | Medium (depends on sorting) | Advanced sorting/separation cost, Relithiation reagents. Revenue from high-value cathode. | Lower overall energy and chemical use compared to above. | Homogeneous, clean feed streams (e.g., manufacturing scrap, well-sorted packs). |
6. Conclusion and Future Outlook
The recycling of spent li ion batteries has evolved from a niche concern to a critical component of sustainable energy infrastructure. While significant advancements have been made across physical, chemical, thermal, and biological domains, no single perfect solution exists. The optimal pathway often depends on a confluence of factors: the specific chemistry of the spent li ion battery, the scale of operation, economic constraints, and environmental regulations.
Future progress hinges on several key areas:
1. Intelligent Pre-Processing: Development of automated, sensor-based sorting technologies to efficiently separate batteries by chemistry (e.g., LFP vs. NMC) at the module or cell level is crucial to enable high-efficiency direct recycling or streamlined hydrometallurgy.
2. Chemistry-Specific Process Optimization: As cathode chemistries diversify (high-Ni NCA/NMC, LFP, LMNO), tailored recycling flowsheets must be developed. For instance, processes optimized for cobalt recovery may need re-engineering for cobalt-free LFP batteries, focusing on lithium and graphite recovery.
3. Development of Hybrid/Integrated Processes: Combining the merits of different technologies—such as pyrolysis for electrolyte removal, followed by a tailored hydrometallurgical leach or a direct regeneration step—can maximize recovery rates, product purity, and economic return while minimizing environmental impact.
4. Green Chemistry Innovations: Research into more sustainable lixiviants (e.g., advanced DES, functionalized ionic liquids), selective separation membranes, and electrochemical methods to replace solvent extraction will reduce the environmental footprint of hydrometallurgy.
5. Policy and Ecosystem Development: Robust regulatory frameworks, including extended producer responsibility (EPR), strict collection mandates, and design-for-recycling standards for new li ion batteries, are essential to create a stable and sufficient supply of spent li ion battery feedstock for recyclers.
In conclusion, the transition to a circular economy for lithium-ion batteries is technologically feasible and environmentally imperative. Through continued research, cross-sector collaboration, and supportive policies, the goal of achieving high-efficiency, economically sustainable, and environmentally benign recycling for every spent li ion battery can be realized, securing the critical materials needed for our electrified future.