
As a researcher deeply involved in the field of sustainable energy and materials recovery, I have witnessed the rapid expansion of lithium-ion battery applications across portable electronics, electric vehicles, and grid-scale energy storage systems. The growing demand for lithium-ion batteries has led to an inevitable surge in end-of-life units, posing significant environmental and resource challenges. In this article, I will comprehensively review the latest progress in recycling technologies for valuable components from spent lithium-ion batteries, focusing on efficiency, environmental impact, cost-effectiveness, and technical feasibility. The goal is to provide insights into the future direction of lithium-ion battery recycling, emphasizing the need for innovative and sustainable approaches.
The proliferation of lithium-ion batteries is a testament to their high energy density, long cycle life, and low self-discharge rates. However, the complex composition of lithium-ion batteries, which includes valuable metals like lithium, cobalt, nickel, and manganese, as well as organic electrolytes and polymers, necessitates efficient recovery to prevent resource depletion and environmental contamination. For instance, the global lithium-ion battery market is projected to generate over 350 million tons of waste by 2030, underscoring the urgency of developing robust recycling systems. In my analysis, I will explore various recycling methodologies, each with distinct mechanisms and outcomes, while integrating quantitative assessments through tables and formulas to highlight key parameters.
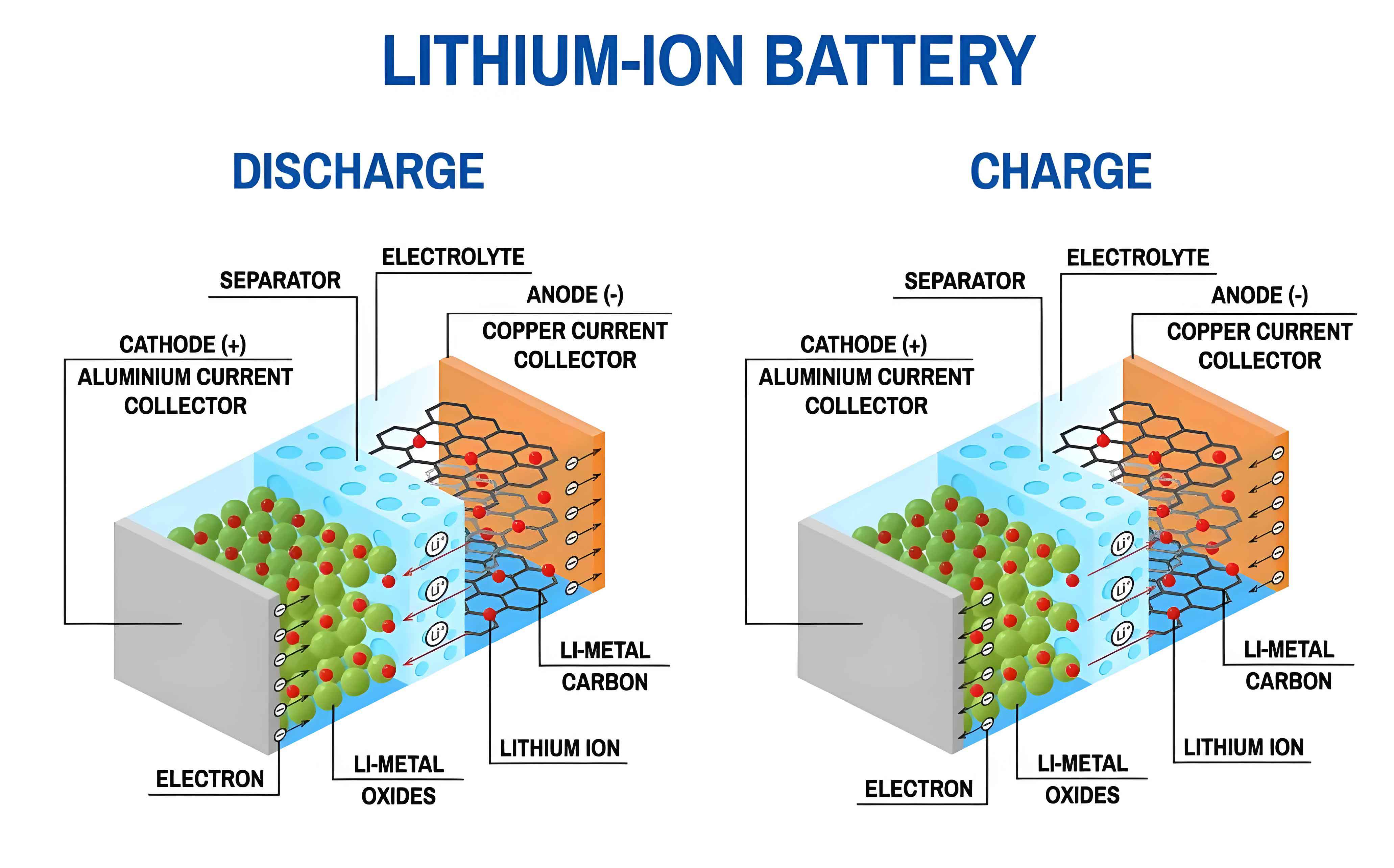
To begin, let me outline the primary components of a typical lithium-ion battery, as understanding its structure is crucial for effective recycling. A lithium-ion battery consists of a cathode (often containing lithium metal oxides like LiCoO2, LiFePO4, or LiNixCoyMnzO2), an anode (usually graphite-based), an electrolyte (organic solvents with lithium salts such as LiPF6), a separator (polymeric membranes), current collectors (aluminum and copper foils), and a casing. The recovery of these materials, especially the cathode metals, is central to recycling efforts, as they account for a significant portion of the battery’s value and environmental footprint. In my discussion, I will frequently refer to “lithium-ion battery” to emphasize the focus on this technology, and I will delve into specific techniques that target these components.
Dry Method Recycling Technology
Dry method recycling, often combined with pyrometallurgical processes, involves thermal treatment to recover metals from spent lithium-ion batteries. This approach typically operates at high temperatures (400°C to 600°C), where organic components like binders and electrolytes decompose into gases such as HF and PF5, facilitating the separation of active materials from current collectors. In my assessment, the dry method is effective for metal recovery but poses challenges due to energy consumption and emission of hazardous by-products. For example, vacuum pyrolysis can recover cobalt and lithium from LiCoO2 cathodes through carbothermal reduction, with reactions represented as:
$$ \text{LiCoO}_2 + \text{C} \xrightarrow{\Delta} \text{Co} + \text{Li}_2\text{CO}_3 + \text{CO}_2 \uparrow $$
Here, the recovery efficiency can be calculated using the formula:
$$ \eta_{\text{recovery}} = \frac{m_{\text{recovered}}}{m_{\text{input}}} \times 100\% $$
where \( \eta_{\text{recovery}} \) is the recovery efficiency, \( m_{\text{recovered}} \) is the mass of recovered metal, and \( m_{\text{input}} \) is the initial mass of the material. Studies have shown that under optimized conditions, such as 873 K to 1273 K in a vacuum, cobalt and lithium recovery rates can exceed 90%, with regenerated LiCoO2 cathodes retaining 93% capacity after 100 cycles. However, the process may generate toxic fumes, requiring advanced gas treatment systems. To illustrate the trade-offs, I present a table comparing key parameters of dry method variants.
| Process | Temperature Range | Recovery Efficiency for Co | Recovery Efficiency for Li | Environmental Concerns |
|---|---|---|---|---|
| Vacuum Pyrolysis | 873–1273 K | ~95% | ~90% | HF and PF5 emissions |
| Oxygen-Free Roasting | 850–1000°C | ~98% | ~85% | Carbon monoxide release |
| Direct Thermal Reduction | 600–800°C | ~92% | ~88% | Particulate matter |
This table highlights that while dry methods achieve high metal recovery, they often entail significant energy input and pollution control costs. In my view, advancements in this area should focus on integrating emission capture technologies and optimizing thermal profiles to reduce environmental impact.
Wet Method Recycling Technology
Wet method recycling employs chemical leaching to dissolve valuable components from spent lithium-ion batteries, followed by separation and purification steps. This approach is widely used due to its flexibility and high selectivity. I will break it down into acid leaching and alkaline leaching methods, each with sub-categories based on the reagents used.
Acid leaching involves using inorganic or organic acids to extract metals from cathode materials. Inorganic acids, such as sulfuric acid (H2SO4), are common due to their strong leaching capability. For instance, a selective leaching process for LiFePO4 batteries uses H2SO4 with H2O2 as an oxidant, leading to reactions like:
$$ \text{LiFePO}_4 + \text{H}_2\text{SO}_4 + \text{H}_2\text{O}_2 \rightarrow \text{Li}^+ + \text{Fe}^{3+} + \text{PO}_4^{3-} + \text{SO}_4^{2-} + \text{H}_2\text{O} $$
The leaching efficiency for lithium can reach 96.85%, with iron and phosphorus remaining as precipitates. The kinetics of leaching often follow a shrinking core model, expressed as:
$$ 1 – (1 – X)^{1/3} = kt $$
where \( X \) is the fraction of metal leached, \( k \) is the rate constant, and \( t \) is time. Organic acids, such as citric acid or ascorbic acid, offer milder conditions and lower environmental toxicity. For example, a study using citric acid achieved over 99% leaching efficiency for cobalt and lithium from LiCoO2 at 80°C. The reaction can be generalized as:
$$ \text{LiCoO}_2 + \text{C}_6\text{H}_8\text{O}_7 + \text{H}_2\text{O}_2 \rightarrow \text{Li}^+ + \text{Co}^{2+} + \text{CO}_2 + \text{H}_2\text{O} $$
To compare acid leaching methods, I have compiled a table summarizing their performance.
| Acid Type | Typical Concentration | Leaching Efficiency (Li) | Leaching Efficiency (Co) | Advantages | Disadvantages |
|---|---|---|---|---|---|
| Sulfuric Acid | 2–4 mol/L | 96–99% | 95–98% | High efficiency, low cost | Corrosive, generates waste acids |
| Hydrochloric Acid | 1–3 mol/L | 94–97% | 93–96% | Rapid leaching | HCl fumes, equipment corrosion |
| Citric Acid | 1–2 mol/L | 98–99% | 97–99% | Environmentally friendly | Slower kinetics, higher cost |
| Ascorbic Acid | 0.5–1.5 mol/L | 95–98% | 96–98% | Reductive properties | Limited scalability |
Alkaline leaching, on the other hand, uses bases like ammonia or sodium hydroxide to recover metals, often with added reductants. Ammonia leaching is notable for its selectivity towards nickel and cobalt. A process involving ammonia and ammonium sulfate can achieve over 98.6% recovery for Ni, Co, and Li, while leaving manganese in the residue. The reaction mechanism involves complex formation:
$$ \text{Ni}^{2+} + 6\text{NH}_3 \rightarrow [\text{Ni}(\text{NH}_3)_6]^{2+} $$
Similarly, sodium hydroxide can separate aluminum from current collectors, with leaching efficiencies around 90%. However, alkaline methods may require large reagent volumes and generate saline wastewater. In my evaluation, wet methods overall offer high recovery rates but need careful management of chemical waste to minimize ecological harm.
Supercritical Fluid Technology
Supercritical fluid technology utilizes fluids above their critical points (e.g., supercritical CO2 or water) to extract valuable components from spent lithium-ion batteries. This method is considered green due to its low toxicity and tunable solvent properties. For lithium-ion battery recycling, supercritical CO2 (scCO2) is particularly effective for electrolyte recovery, as it prevents decomposition of LiPF6. The extraction efficiency can be modeled using the equation:
$$ E = \frac{C_{\text{extract}}}{C_{\text{initial}}} \times 100\% $$
where \( E \) is the extraction efficiency, \( C_{\text{extract}} \) is the concentration of extracted electrolyte, and \( C_{\text{initial}} \) is the initial concentration. Under conditions of 23 MPa and 40°C, extraction rates of 85% have been reported for carbonate-based electrolytes. Supercritical water oxidation (SCWO) is another variant, operating at high temperatures (e.g., 450°C) to recover metals like cobalt with 100% efficiency. The process can be described by:
$$ \text{LiCoO}_2 + \text{H}_2\text{O} \xrightarrow{\text{supercritical}} \text{Co}^{2+} + \text{Li}^+ + \text{O}_2 $$
To quantify the benefits, I present a table comparing supercritical methods.
| Fluid | Critical Conditions | Target Component | Recovery Efficiency | Energy Consumption |
|---|---|---|---|---|
| CO2 | 31°C, 7.4 MPa | Electrolyte | 80–90% | Moderate |
| Water | 374°C, 22.1 MPa | Metals (Co, Li) | 95–100% | High |
| CO2 with co-solvents | Varies | Polar organics | 70–85% | Moderate to high |
Despite its advantages, supercritical technology requires high-pressure equipment, which increases capital costs. In my perspective, research should aim to optimize process parameters, such as temperature and pressure, to enhance cost-effectiveness for large-scale lithium-ion battery recycling.
Deep Eutectic Solvent (DES) Method
Deep eutectic solvents are emerging as sustainable alternatives for leaching metals from spent lithium-ion batteries. DESs are mixtures of hydrogen bond donors and acceptors that form low-melting-point liquids with high solubility for metal oxides. For example, a DES composed of choline chloride and ethylene glycol can leach lithium and cobalt from LiCoO2 with efficiencies over 99.5% at 100°C. The leaching process can be expressed as:
$$ \text{LiCoO}_2 + \text{DES} \rightarrow \text{Li}^+_{\text{(solvated)}} + \text{Co}^{2+}_{\text{(solvated)}} + \text{by-products} $$
The recovery efficiency often depends on the DES composition and operating conditions. A kinetic study might use the formula:
$$ \ln(1 – X) = -kt $$
where \( X \) is the metal leaching fraction. DESs offer advantages like recyclability and low volatility, but their slow kinetics and high viscosity can limit industrial application. I have summarized key DES formulations in a table.
| DES Components (HBA:HBD) | Molar Ratio | Leaching Efficiency (Li) | Leaching Efficiency (Co) | Remarks |
|---|---|---|---|---|
| Choline Chloride : Ethylene Glycol | 1:2 | 99.5% | 99.5% | High selectivity, reusable |
| Guanidine HCl : Formic Acid | 1:2 | 99.8% | 99.5% | Fast leaching, but corrosive |
| Oxalic Acid : Glycerol | 1:1 | 99.9% | 98.9% | Eco-friendly, requires heating |
In my analysis, DES methods hold promise for green recycling of lithium-ion batteries, but further work is needed to improve reaction rates and scale-up processes.
Biological Method Recycling Technology
Biological methods leverage microorganisms or enzymes to recover metals from spent lithium-ion batteries through bioleaching or biosorption. These processes are environmentally benign, as they operate under mild conditions and minimize chemical usage. For instance, certain bacteria like Acidithiobacillus ferrooxidans can produce sulfuric acid that leaches metals, with reactions like:
$$ \text{LiCoO}_2 + \text{H}_2\text{SO}_4 \xrightarrow{\text{microbial}} \text{Li}^+ + \text{Co}^{2+} + \text{SO}_4^{2-} $$
The efficiency of bioleaching can be modeled using logistic growth equations:
$$ \frac{dM}{dt} = \mu M \left(1 – \frac{M}{M_{\text{max}}}\right) $$
where \( M \) is the metal concentration, \( \mu \) is the growth rate, and \( M_{\text{max}} \) is the maximum concentration. Studies have reported cobalt recovery rates up to 96% using microbial fuel cells (MFCs), which also generate electricity. A 3D-MFC system achieved a power density of 14.52 W/m3 while recovering cobalt. However, biological methods often suffer from slow kinetics and sensitivity to operational parameters. I present a comparative table to illustrate their performance.
| Biological Agent | Target Metal | Recovery Efficiency | Time Required | Advantages |
|---|---|---|---|---|
| Bacteria (e.g., A. ferrooxidans) | Co, Ni | 90–96% | Days to weeks | Low cost, minimal waste |
| Fungi (e.g., Aspergillus niger) | Li, Mn | 85–92% | Weeks | Produces organic acids |
| Microbial Fuel Cells | Co, Li | 95–98% | Hours to days | Energy generation |
In my view, biological approaches are promising for sustainable lithium-ion battery recycling, but they require optimization of microbial strains and process conditions to enhance efficiency and scalability.
Self-Driven Recycling Technology
Self-driven recycling technologies integrate energy-harvesting devices, such as triboelectric nanogenerators or photovoltaic cells, to power electrochemical recovery processes for spent lithium-ion batteries. This innovative approach reduces external energy input and promotes circular economy principles. For example, a system coupling mechanical energy conversion with electrolytic recovery can regenerate cathode materials like LiNi0.5Co0.2Mn0.3O2 (NCM523) through direct regeneration, achieving high capacity retention. The overall efficiency can be expressed as:
$$ \eta_{\text{total}} = \eta_{\text{energy conversion}} \times \eta_{\text{recovery}} $$
where \( \eta_{\text{energy conversion}} \) is the efficiency of energy harvesting, and \( \eta_{\text{recovery}} \) is the material recovery efficiency. Solvent extraction methods powered by self-driven systems have shown lithium extraction rates over 99% from leachates. However, these technologies are still in early stages, with challenges in energy conversion efficiency and system integration. I summarize key aspects in a table.
| Self-Driven Mechanism | Energy Source | Recovery Efficiency | Applications | Limitations |
|---|---|---|---|---|
| Triboelectric Nanogenerators | Mechanical vibration | 90–95% | Small-scale recovery | Low power output |
| Photovoltaic Cells | Solar energy | 85–98% | Outdoor recycling units | Weather dependence |
| Thermoelectric Generators | Waste heat | 88–93% | Industrial settings | Low efficiency |
As I see it, self-driven technologies represent a frontier in lithium-ion battery recycling, with potential to reduce carbon footprints, but they require further research to improve reliability and cost-effectiveness.
Comparative Analysis and Future Directions
Having reviewed various recycling technologies for lithium-ion batteries, I now provide a comprehensive comparison to highlight their relative merits. The choice of method depends on factors like battery chemistry, scale, and environmental goals. For instance, wet methods are versatile but generate liquid waste, while dry methods are energy-intensive but effective for metal alloys. Supercritical and DES methods offer green alternatives but face technical hurdles. Biological and self-driven approaches are sustainable but need maturity. To aid decision-making, I present a holistic table summarizing all methods.
| Technology | Typical Recovery Efficiency (Li/Co) | Environmental Impact | Cost Estimate (USD/ton) | Technical Feasibility | Suitable Battery Types |
|---|---|---|---|---|---|
| Dry Method | 90–95% / 92–98% | High (emissions) | 500–1000 | High (mature) | LiCoO2, NCM |
| Wet Method (Acid) | 95–99% / 93–99% | Medium (chemical waste) | 300–800 | High (widely used) | All types |
| Wet Method (Alkaline) | 85–98% / 90–97% | Medium (saline water) | 400–900 | Medium | NCM, LiFePO4 |
| Supercritical Fluid | 80–90% / 95–100% | Low (green solvents) | 800–1500 | Medium (equipment needs) | Electrolyte, metals |
| DES Method | 99–99.9% / 98–99.5% | Low (recyclable) | 600–1200 | Low to medium (R&D) | LiCoO2, NCM |
| Biological Method | 85–98% / 90–96% | Very low (eco-friendly) | 200–600 | Low (slow kinetics) | Various, but slow |
| Self-Driven Method | 88–99% / 90–95% | Very low (energy autonomous) | 700–1300 | Low (emerging) | Small-scale applications |
From my perspective, the future of lithium-ion battery recycling lies in hybrid systems that combine multiple technologies to maximize efficiency and sustainability. For example, integrating dry pre-treatment with wet leaching can reduce energy use, while coupling biological methods with self-driven energy recovery can create closed-loop systems. Additionally, advancements in digital technologies, such as AI for process optimization and blockchain for supply chain tracking, could revolutionize recycling logistics. The overarching goal is to achieve a circular economy for lithium-ion batteries, where end-of-life units are systematically collected, processed, and reintegrated into new products.
In conclusion, the recycling of valuable components from spent lithium-ion batteries is a critical endeavor for resource conservation and environmental protection. Each technology discussed—dry, wet, supercritical, DES, biological, and self-driven—offers unique advantages and challenges. As I have outlined, wet methods currently dominate due to their high recovery rates, but emerging green technologies like DES and self-driven systems hold promise for a sustainable future. Key challenges include reducing costs, minimizing environmental footprints, and scaling up innovative processes. Moving forward, I recommend focused research on material design for easier recycling, policy incentives for battery collection, and international collaboration to standardize recycling protocols. By embracing these directions, we can ensure that the lifecycle of lithium-ion batteries aligns with global sustainability goals, ultimately supporting the transition to a clean energy future.